
Автоматический кромкооблицовочный станок LANGE B 95 KF-1 с прифуговкой прифуговка, торцовка, снятие свесов, цикля и полировка

Автоматический кромкооблицовочный станок фирмыLANGE B 95 KF имеет несколько комплектаций, чтобы каждый производитель корпусной мебели мог выбрать именно то оборудование, которое наиболее соответствует условиям производства, виду выпускаемой мебели.
Первым вариантов комплектации станка является модификация B 95 KF-1. От базовой комплектации станка ее отличают заключительные этапы облицовки. Процесс облицовывания кромки на кромкооблицовочном станке LANGE B 95 KF-1 начинается с впрыскивания жидкости на торцевой край заготовки.
Перед нанесением клея и приклеиванием облицовочногго материала осуществляется операция прифуговки, признанная во всем мире как средство, улучшающее не только качество склеивания, но и как оборудование, устраняющее мелкие погрешности после раскроя материала и улучшающее качество кромки по углам.
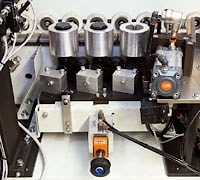
Прифуговочная станция кромкооблицовочного станка LANGE B 95 KF-1 состоит из двух противоположно двигающихся алмазных фрез. Заготовки, минимальной длиной около 140 мм и минимальной шириной 50 мм, подаются по цепному транспортеру. Нанесение клея осуществляется непосредственно на заготовку. Клей наносится клеевым вальцом по центру кромки.
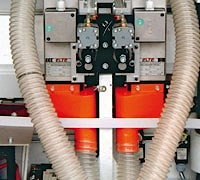
Параллельно на кромкооблицовочном станке LANGE B 95 KF-1 подается рулонный кромочный материал, который располагается на крутящейся тарелке, диаметром 700 мм. Прижимные ролики с контролем прижатия двигаются синхронно с клеевым вальцов . Зона прижима оснащена цифровым счетчиком. Наносимый клей имеет постоянную температуру. Перегревание клея исключено, т.к. клеевая ванна оснащена системой регулировки температуры клея.
После приклеивания кромки кромкооблицовочный станок LANGE B 95 KF-1 осуществляет снятие свесов торцовочной станцией, работающей от HF-мотора мощностью 0, 35 Квт. Торцовочная станция состоит из двух пил, двигающихся со скоростью 12.000 оборотов в минуту, снимая свесы кромки по высокоточным линейным направляющим. Снятие кромки по длине осуществляет высокоскоростная фрезерная станция, работающая от двух продуктивных моторов мощностью 0, 35 кВт.
Вертикальное и горизонтальное ощупывание заготовки улучшает на кромкооблицовочном станке LANGE B 95 KF-1 точность движения фрез. Преимуществом данной фрезерной станции является наличие цифрового счетчика для ее настройки под различные виды кромки. Опилки удаляются из зоны пропила по двум вытяжным колпакам с центральным аспирационным патрубком, диаметром 100 мм.
Отличительной особенностью модификации кромкооблицовочного станка Lange B 95 KF-1 является выполнение в конце финишной полировки, для чего имеется полировочный агрегат, который работает от двух моторов по 0,17 кВт. Вращательные движения со скоростью 2800 оборотов в минуту обеспечивают идеальную финишную обработку кромок. Агрегат может быть доукомплектован пультом управления.
Регулировка кромкооблицовочным станком Lange B 95 KF-1 осуществляется с помощью удобного пульта управления, состоящего из жидкокристаллического дисплея и набора кнопок для регулировки температуры клея, автоматического ее снижения при неиспользовании станка, выключения-включения всех агрегатов, оповещения об ошибках в системе.

Технические характеристики кромкооблицовочного станка B 95 KF-1 с полировочным агрегатом
| Толщина заготовки | 10 - 45 мм |
| Минимальная ширина заготовки | около 50 мм |
| Минимальная длина заготовки | около 140 мм |
| Толщина кромочного материала | 0,4-5,0 мм |
| Максимальное разделение рулонов | 0,6 - 5 x 40 мм |
| Максимальная высота кромочного материала = высота заготовки | + 4 мм (2+2) |
| Максимальный внутренний радиус | 132 мм2 |
| Подключение к электрической сети | 400 В, 50 Гц , 3 фазы |
| Потребляемая мощность | 3,0 кВ |
| Скорость подачи | 8 м / мин |
| Подключение к системе пневматики | 6 бар |



Кромкооблицовочный станок LANGE B 95 KF-1
Опции
| 095.01 | Оснащение инструментами для радиуса R 2 (заказ данной опции не влияет на общую стоимость станка) |
| 095.02 | Оснащение инструментами для радиуса R 3 (заказ данной опции не влияет на общую стоимость станка) |
| 095.03 | Оснащение торцовочном станции двумя дополнительными пильными полотнами, возможна поставка с пультом управления (для тонких кромок (меламин) для предотвращения их надлома или скоса) |
| 095.04 | Плоская цикля вместо радиусной цикли (без дополнительной оплаты) |
| 095.05 | Радиусная цикля вместо плоской цикли |
| 095.06 | Система контроля кромок: система контролирует интервал заготовок, которые вводятся в станок. Начальный пневматический цилиндр освобождает машину от заготовок, двигающихся друг за другом. Данная система способствует комфортной работе и безопасности. |
| 095.07 | Пневматическое позиционирование зоны прижима, фрезерной станции и радиусной цикли. На пульте управления могут быть выбраны пневматически 2 позиции для двух различных видов кромочного материала (например, 0,5 мм и 2,0 мм). Для выбранных позиций не требуется ручных настроек перечисленных агрегатов (B 95KF - B 95 KF – 2). |
| 095.07-1 | Пневматическое позиционирование зоны прижима, фрезерной станции и радиусной цикли. На пульте управления могут быть выбраны пневматически 2 позиции для двух различных видов кромочного материала (например, 0,5 мм и 2,0 мм). Для выбранных позиций не требуется ручных настроек перечисленных агрегатов (B 95 KF – 3). |
| 095.08 | Увеличение мощности верхнего фрезерного мотора от 0,35 Кв до 0,55 кВ. Это дает возможность, например, для заготовок 16 мм и 18 мм использовать одну и ту же кромку в 22 мм. |
| 095.09 | Увеличение мощности нижнего фрезерного мотора от 0,35 Кв до 0,55 кВ. Это дает возможность, например, для заготовок 16 мм и 18 мм использовать одну и ту же кромку в 22 мм. |
| 095.10 | Разбрызгиватель смазки: смазка разбрызгивается через сопло на плиту, чтобы плита в конечном счете легче освобождалась ? из полировочного агрегата. Кроме того удаляются возможные опилки, чтобы они не ощупывались. |
| 095.11 | Широкий шлифовальный круг Scotch Brite (шлифовальный круг) вместо полировочного круга; это позволяет отфрезерованные фаски начисто отшлифовать. |
| 095.12 | Ящик для цикли: верхний и нижний агрегаты очищаются гибким шлангом. Оба шланга собираются в ящик для цикли, которая очищается центрально. Опилки цикли по длине заготовки собираются в ящик для цикли и могут быть освобождены вручную, открытием дверцы. Это предотвращает закручивание опилок цикли на вентилятор аспирации. |
| 095.13 | Освящение изнутри защитной кабины (находится над подачей клея) |
завод изготовитель
LANGE
Ещё из раздела Автоматические кромкооблицовочные станки с прифуговкой





|
| Кромкооблицовочный станок LANGE MB B100 KF автоматический с прифуговкой LANGE MB 100 KF (Германия) автоматический кромкооблицовочный станок с прифуговкой, высокоскоростной HF-торцовочной ... подробнее |
